こんにちは、大羽詠子です。
今回は、プラスチック成形の不良の種類とは?
と言うテーマで、初心者の方でもわかりやすくプラスチック成形の不良の種類について解説していこうと思います。
私は、芸術大学のデザイン学部出身で、インダストリアルデザインに興味があって、プラスチック成形品を設計するものづくりの世界に入ったのですが、右も左も全くわからず、悔しい思いをしました。
そこからおよそ15年以上、プラスチック成形品の設計に携わってきました。
今ではある程度、プラスチック成形に関する知識を設計に盛り込んだり、専門的にお話し出来るようになってきました。
今回、プラスチック成形の不良の内容について出来るだけわかりやすく解説していこうと思います。
この話を聞くことで、 プラスチック成形品を設計する際、何に考慮するべきかを理解できるようになるので、是非参考にしてみて下さい。
13種類の不良 早見表
| 不良の種類 | 主な特徴 | 主な不良の原因 |
| ソリ | 外観の変形 | ・成形品の剛性不足 ・離型時のプラスチックの収縮 |
| ヒケ | 外観に現れる窪んだ形状 | ・成形品の板厚のばらつき ・離型時のプラスチックの収縮 ・金型の保圧不足や冷却不足 |
| バリ | 成形品からはみ出たプラスチック樹脂 | ・金型の合わせ面を締める力不足 ・プラスチック樹脂を流す圧が強すぎる ・金型の合わせ面の摩耗 |
| ウェルドライン | 外観に現れるプラスチック樹脂が合流した箇所の筋 | ・ゲート位置の設定 ・プラスチック樹脂が合流した箇所の温度低下 |
| ショートショット | 外観の欠け | ・プラスチック樹脂の流動性不足 ・プラスチック樹脂から発生するガス抜き不足 |
| シルバーストリーク | 外観に現れる銀の筋 | ・プラスチック樹脂の乾燥不足 ・プラスチック樹脂が揮発したガス |
| ゲート残り | 成形品に残る突き出た形状 | ・ゲート位置の設計 ・切断ミス |
| 糸引き | 糸状になったプラスチック樹脂 | ・プラスチック樹脂を出すノズルの温度が高い |
| 黒点・異物 | 成形品表面に目立つ取れない黒い点 | ・プラスチック樹脂の熱分解(焼け) ・機械設備の汚れ |
| ボイド | 成形品内部の空洞 | ・成形品の板厚のばらつき ・金型の保圧不足や冷却不足 |
| フローマーク | 外観に現れる波紋状模様 | ・プラスチック樹脂が流れる速度が遅い ・プラスチック樹脂や金型の温度が低い |
| 離型不良 | 金型から成形品を取り出せない | ・金型から抜きやすくする抜き勾配不足 ・板厚が一定ではない ・樹脂温度と金型温度が不均一 ・射出圧力・保圧、冷却時間が不適切 |
| 寸法不良 | 製品機能を満たせない | ・プラスチック樹脂の収縮 ・表面処理の方法 ・加工用工具の摩耗 |
そもそもプラスチック成形とは?

自動車部品、家電、その他多くの製品はプラスチック成形で作られています。
プラスチック成形にはいくつかの方法がありますが、
比較的自由なデザイン(フォルム)発想を盛り込みやすいのが射出成形というプラスチック成形方法で作られた製品です。
射出成形は、溶かしたプラスチックを金型に流して成形する工法です。
鯛焼きを思い浮かべてください。
鯛焼きは、鯛の形をした型(=金型)に溶かした粉を流して、成形されます。
射出成形によるプラスチック成形は、このたい焼きを作る工程とそっくりなのです。
一方で、それに関連するプラスチック成形の不良も数多く存在します。
プラスチック成形の不良の種類とは?
プラスチック成形の不良とは、射出成形で作られた製品の見た目(外観)や性能・機能に何かしらの不具合が発生することを言います。
その原因は多種多様ありますが、製品に生じてしまう不良の種類もいくつかあります。
プラスチック成形の不良は、対策に多くの人や時間、お金を費やすうえに、製品を廃棄しなければならないという、とても悲しい出費もかさみます。
そのため、プラスチック成形の製造工程では、成形不良の原因要素をうまく制御してあげる必要があります。
射出成形におけるプラスチック成形の不良の種類は数多くあります。
ここでは一般的な射出成形によるプラスチック成形の不良の種類とその原因、対策を10個紹介します。
射出成形は、自由なデザイン発想を盛り込みやすいプラスチック成形方法です。
プラスチック成形の不良 ①ソリ

ソリの特徴とは?
プラスチック成形品がそっていたり、ねじれたりなどの変形が見られるのが特徴です。
ソリの原因について
プラスチック成形品は、型から外す時、冷やして固めます。この時、成形品は多少縮みます。
具体的には、板厚にばらつきがあったり、プラスチック樹脂が金型内部の冷えている箇所と温かい箇所との温度差によって、樹脂の流れる速さが変化し、そのことで、縮み方も変わることが原因です。
そして、縮む力は残る*1ので型から出すときに、型という支えがなくなった形状はソリとよばれる変形が起こります。
また、成形品の剛性不足も縮む力が勝るのでソリが起こります。
*1:残留応力とよばれます。
よく行われるソリ対策
設計段階で板厚を一定にすること、ソリやすい箇所にリブ(補強)を設定し、剛性を高めて変形を防ぐこと、そして形状の角部(コーナー部)にR(丸み)を設定し、応力集中を緩和させることが、対策として挙げられます。
私は、プラスチック成形品の設計現場で「ソリ」がなるべく起きない形状設計を行ってきましたが、実際問題、どこでソリが発生するのかわからず、悩むことが多かったです。
会社や現場によっては設計標準書(標準仕様書)が存在しているので、それを参考に剛性を担保できる形状を検討します。さらにそれが設計標準書に記載された数値をクリアしなければならないため、CAE*2で確認を行います。
設計現場で私は、剛性を確認するCAEに幾度となく、助けられてきました。
*2:CAE(Computer Aided Engineering)物理現象を確認するためのシミュレーション・解析のこと。3DCADで作った形状が現実で壊れないか、機能を満たすかをバーチャル上ある程度再現できます。
参考文献:図解入門 よくわかる最新金型の基本と仕組み 森重功一著
プラスチック成形の不良 ②ヒケ
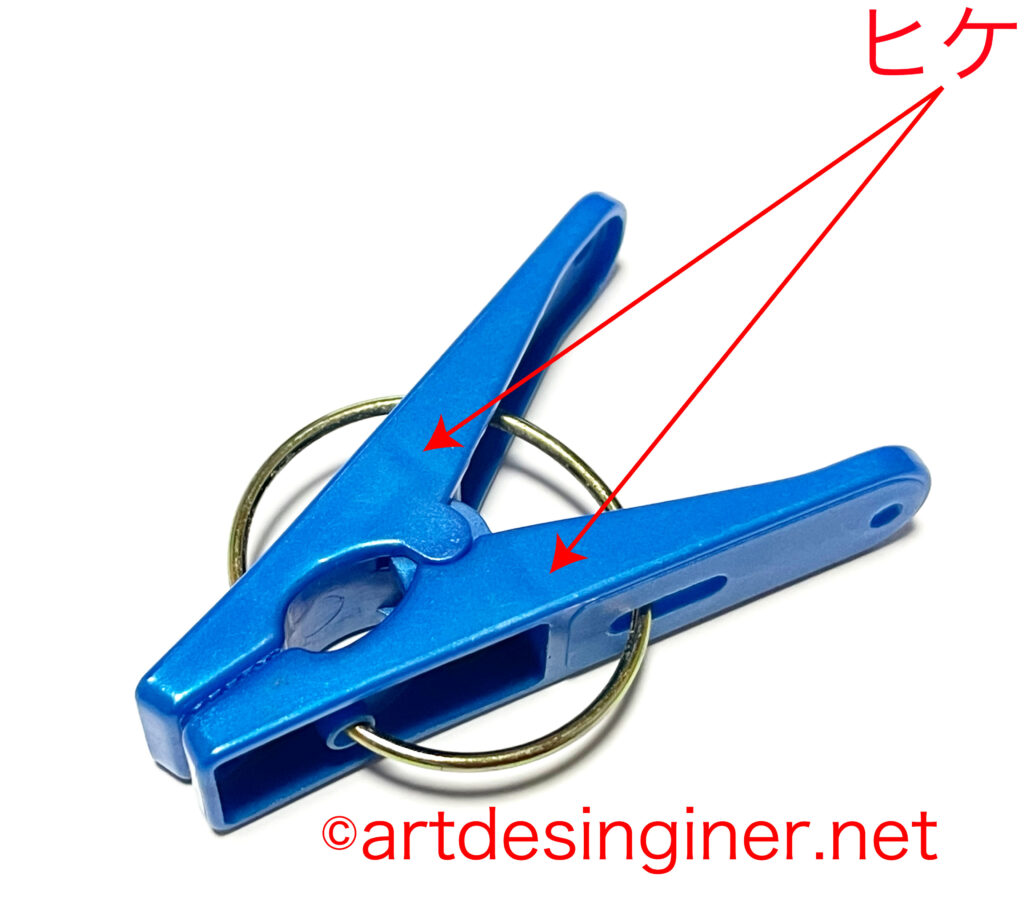
ヒケの特徴とは?
プラスチック成形品の表面に現れる窪んだ形状が特徴です。
見た目デコボコした特徴が、フォルムの美しさを損なわせる要因になります。
ヒケの原因について
成形品の板厚のばらつき、金型の保圧*3不足や冷却不足が原因です。
例えば「T」のような配置をした形状があったとします。
|が―よりも板厚が薄い場合、―と|がぶつかっている箇所でヒケが目立ちます。
*3:溶かしたプラスチック樹脂を金型に充填させた後に追加で樹脂を充填させる工程のこと

ソリ・ヒケは、発生の仕方が似ています。
よく行われるヒケ対策
設計段階で板厚を一定にすること、保圧を上げること、金型の冷却時間を延長することが、対策として挙げられます。
特に設計段階では、形状を補強するためにリブを立てる工夫をするのですが、この時、意匠側と同じ板厚にします。そのために、肉盗みと呼ばれる方法で板厚一定にする方法があります。
しかしながら板厚一定が難しい場合は、ベース(主壁)板厚の 40% ~ 60%以下にします。
例:ベースの板厚が2.0mmの場合、リブの厚みを0.8mm〜1.2mmにするといった工夫です。
これは、金型を抜きやすくするための「抜き勾配」*4が板厚以上の厚肉になってしまった場合のリブ根元付近の対策にもなります。
個人的には、ヒケはデザイン思想(筐体・フォルム)の敵キャラポジションみたいだ、と思いながら作業していました。
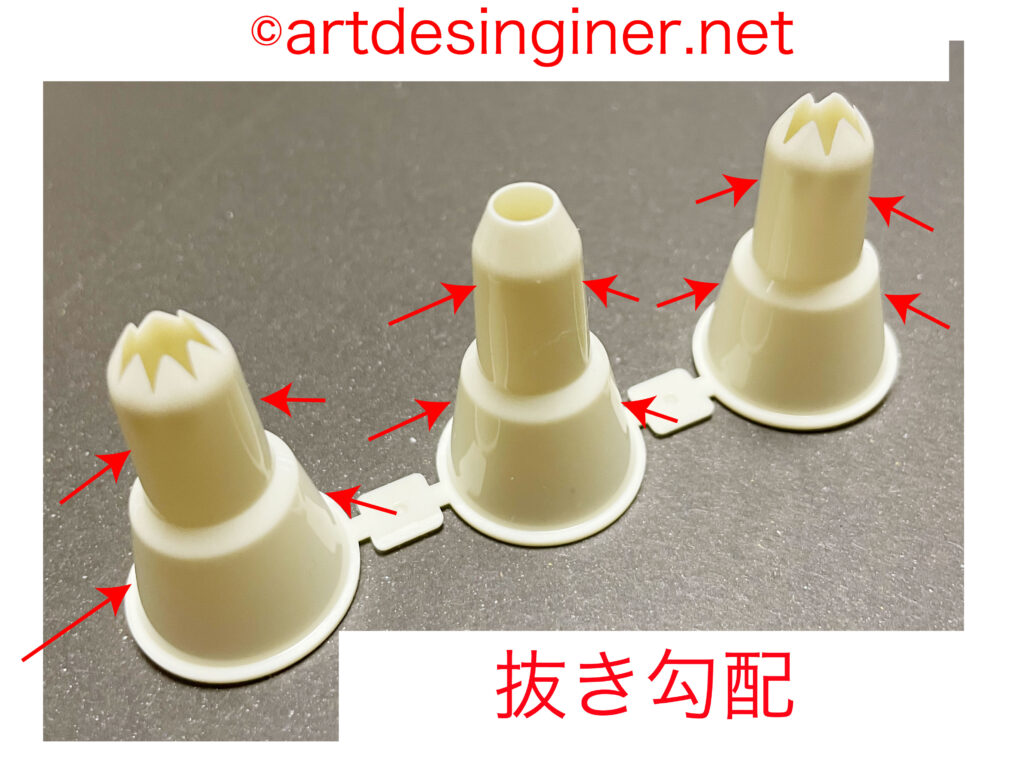
*4:抜き勾配は、金型から成形品をスムーズに抜き取り出すために、製品の側面に設定する傾斜(テーパー)のことです。抜き勾配がないと、取り出す際に製品にキズがついたり、破損したり、さらに金型から抜けなくなったりする原因になります。
参考文献:図解入門 よくわかる最新金型の基本と仕組み 森重功一著
プラスチック成形の不良 ③バリ
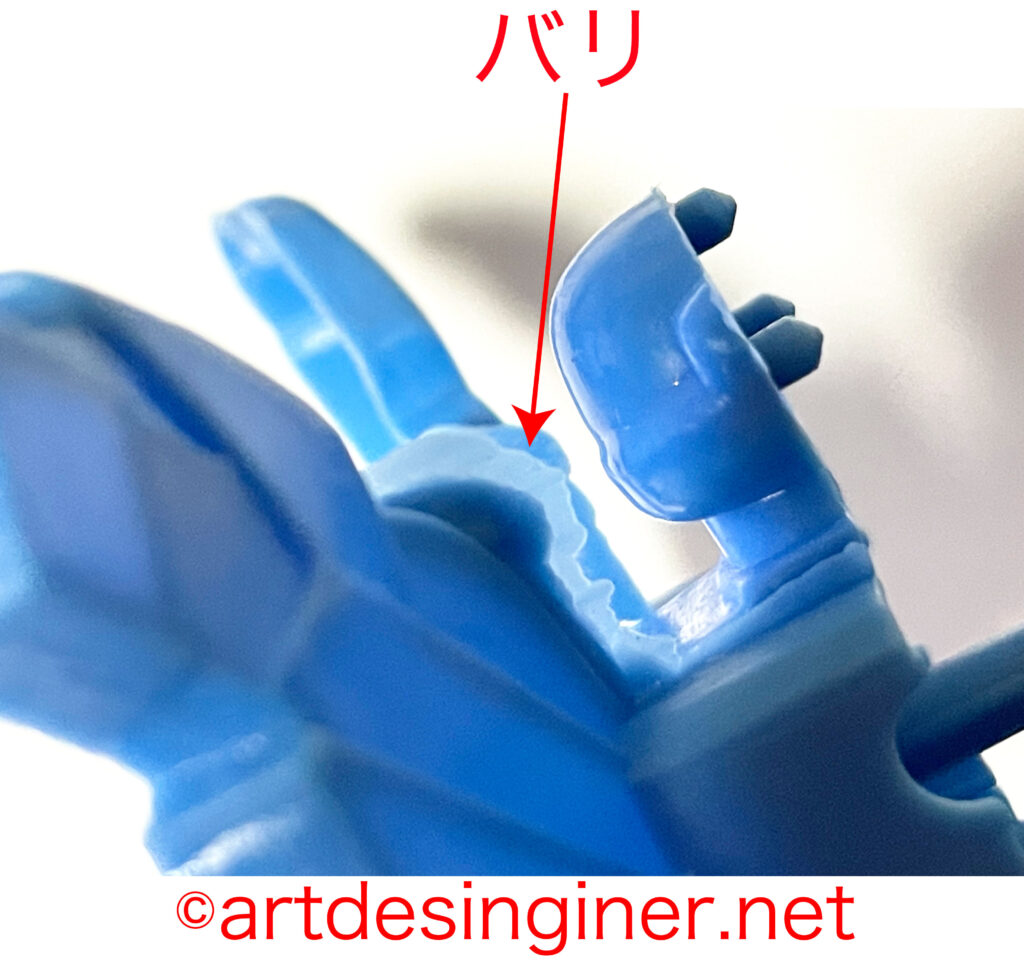
バリの特徴とは?
成形品からはみ出たプラスチック樹脂が特徴です。
鯛焼きを思い浮かべてください。
型からはみ出している部分がプラスチック成形品のバリに相当します。
バリの原因について
金型の合わせ面を締める力不足なこと、熱して溶かしたプラスチック樹脂を出す圧が強すぎること、そして、量産で使い続けて擦り減った(摩耗という)金型の合わせ面の隙間からプラスチック樹脂が漏れ出たことが原因です。
よく行われるバリ対策
金型の合わせ面に隙間ができないように締める力を上げる、溶かしたプラスチック樹脂を出す圧を抑制する、などが対策として挙げられます。
私は、およそ15年以上プラスチック成形品の形状作成をしてきました。
設計段階のバリ対策ではまた、パーティングライン*5にバリ切り*6と呼ばれる設定を盛り込みますが、以前、それを忘れ、「金型を作る段階」の直前で気づいて大変なことがありました。
というのも、「金型を作る段階」の形状は現物にするための対策や工夫がほとんど盛り込まれているため、修正するのが容易ではありません。
盛り込まなければ製品NGとなり、「設計変更費用」通称「設変」(設変費)がン十万円発生します。
連日終電、納期ギリギリ直前まで作業をしていた苦い思い出があります。
*5:パーティングラインとは、金型の合わせ面となるズバリの位置のことです。
*6:バリ切りとは、バリ対策として設計段階で行うパーティングラインに設定する傾斜角度のことです。傾斜角度はプラスチックの種類や会社、現場の基準によります。
参考文献:図解入門 よくわかる最新金型の基本と仕組み 森重功一著
プラスチック成形の不良 ④ウェルドライン
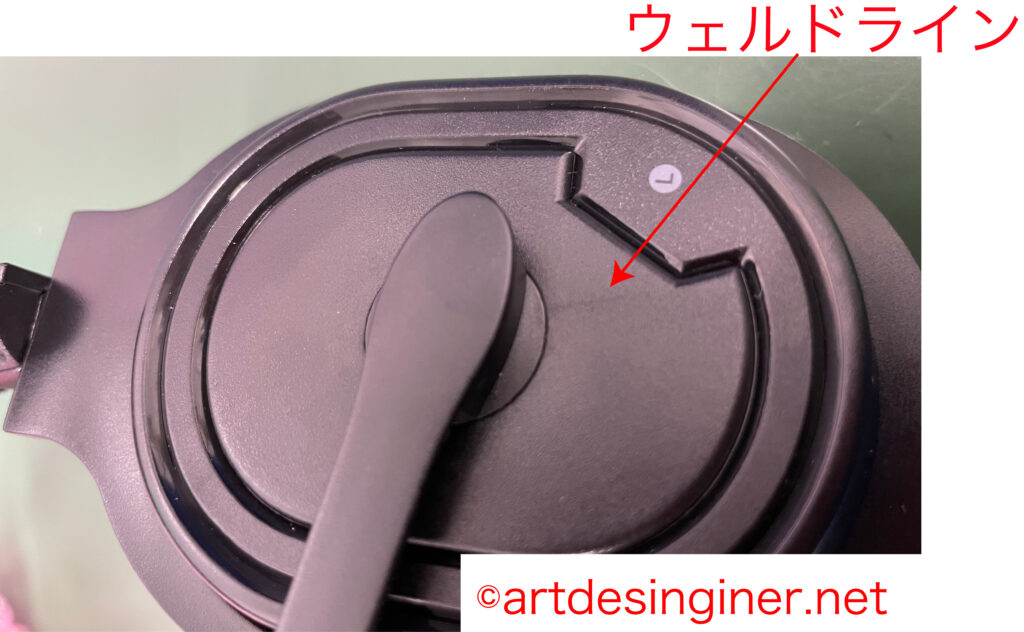
ウェルドラインの特徴とは?
プラスチック樹脂が金型にいきわたる過程で合流した箇所に現れる筋が特徴です。
ウェルドラインの原因について
プラスチック樹脂が合流した箇所の温度低下が原因です。
よく行われるウェルドライン対策
プラスチック樹脂を溶かす温度や、樹脂を出すスピードを上げるなどが対策として挙げられます。
設計段階でのウェルドライン対策は、ゲート位置の検討があります。
「ゲート」の詳細な形状は、プラスチックの種類や会社、現場によりますが、位置についてはCAEの流動解析で傾向を確認することができます。
以前、ウェルドライン対策含むゲート位置の検討を手伝ったことがありました。
CAEの解析結果をもとに形状修正しましたが、なかなか、配置箇所を決定できず、修正が終わらないことがありました。
CAE(この時は流動解析)は、ゲートを設定した箇所の流動傾向を出してくれるだけで、最適解は「設計者」が検討しなければならないと感じた出来事でした。
参考文献:図解入門 よくわかる最新金型の基本と仕組み 森重功一著
プラスチック成形の不良 ⑤ショートショット
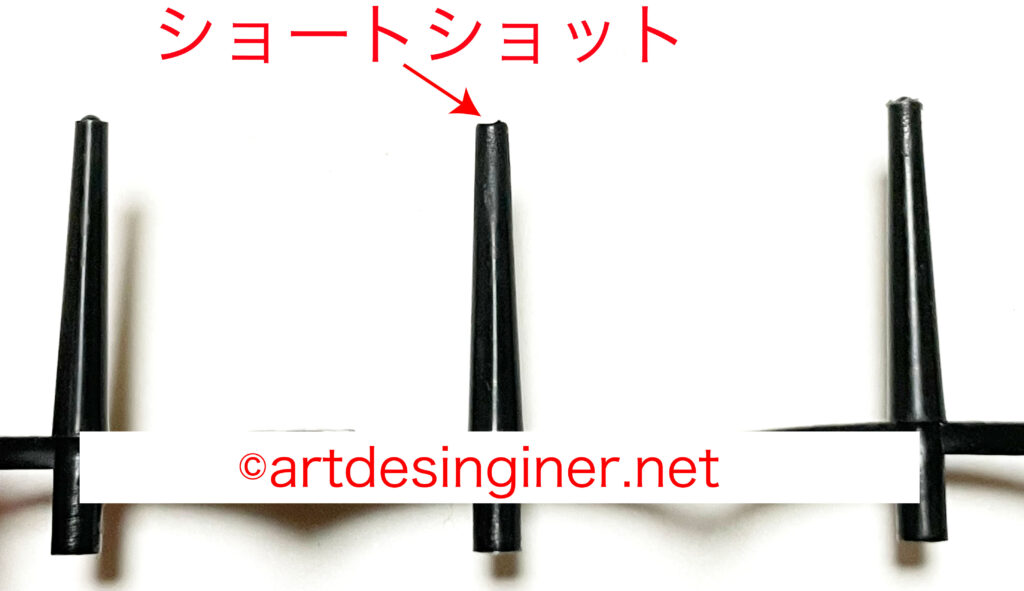
ショートショットの特徴とは?
プラスチック樹脂が形状にいきわたっていない状態で、外観が欠けてしまうのが特徴です。
ショートショットの原因について
プラスチック樹脂の温度が低くて流れにくい(流動性不足)、樹脂から発生するガス抜き不足が原因です。
よく行われるショートショット対策
プラスチック樹脂を溶かす温度や、樹脂を出す圧を上げることが対策として挙げられます。
設計段階での対策は、末端や先端部のサイズを小さくしすぎず、長すぎないように設定します。
ショートショットの思い出ですが、資料用のショートショットを見たことがあります。
射出成型機の性能確認のために、打ったサンプル(ゲート・ランナー付き)で、どれくらいの圧力で、速度でなどいろいろな条件下で試作した中に、形状が欠けたものもあり、不具合以外でショートショットを目で確認できる貴重な経験でした。
参考文献:図解入門 よくわかる最新金型の基本と仕組み 森重功一著
プラスチック成形の不良 ⑥シルバーストリーク
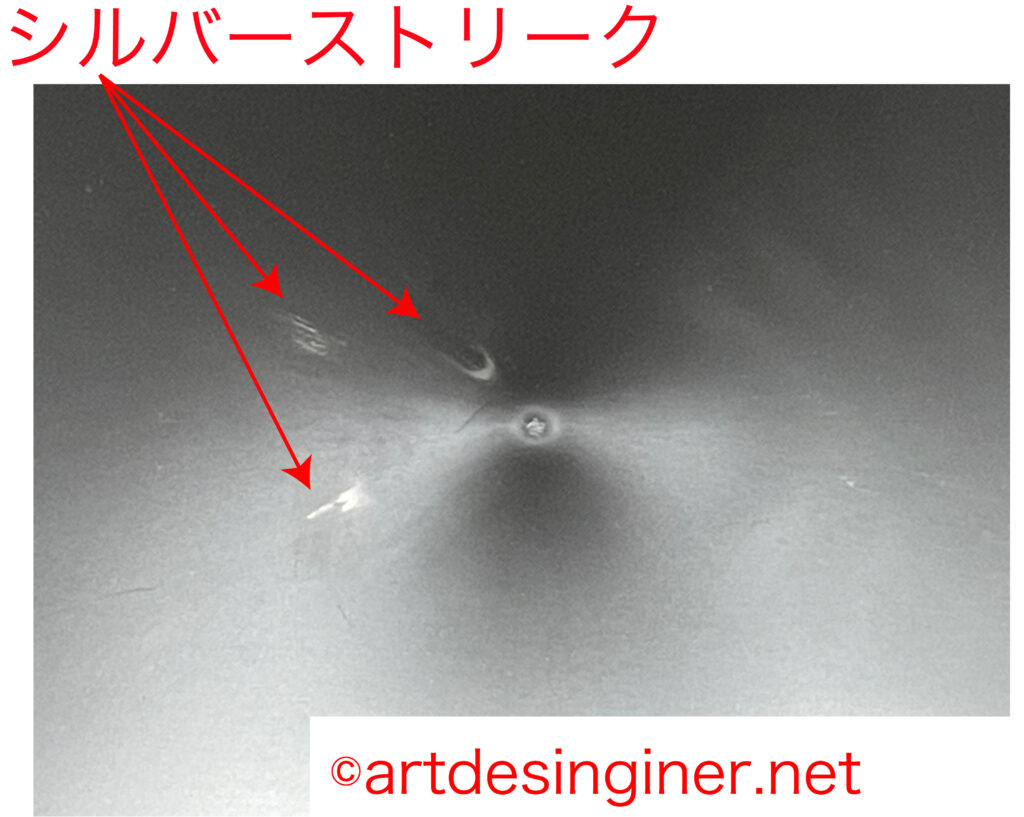
シルバーストリークの特徴とは?
成形品の表面に現れる銀色の筋が特徴です。
シルバーストリークの原因について
プラスチック樹脂の乾燥不足や樹脂が揮発したガスが原因です。
よく行われるシルバーストリーク対策
十分な乾燥の徹底、プラスチック樹脂を溶かす温度の見直しが対策として挙げられます。
設計段階では、シルバーストリーク発生の予防として、板厚を一定にしたり、樹脂が形状全体へいきわたりやすいように場所によって板厚を徐々に変えたり、全体的に抜き勾配を忘れないように設定します。
また、CAEの流動解析で発生するガスの滞留傾向を確認できます。
およそ15年以上プラスチック成形品の形状作成をしてきましたが、新人のころプラスチック板厚の徐辺作業でコンマミリ単位修正に泣きそうになったことがあります。
3DCADにはオフセットという面を動かす機能がありますが、作業用データの精度問題でコンマミリでも全く面が動かず、やむを得ず、オフセット用の面を作成して対処したことがありました。
プラスチック成形の不良 ⑦ゲート残り
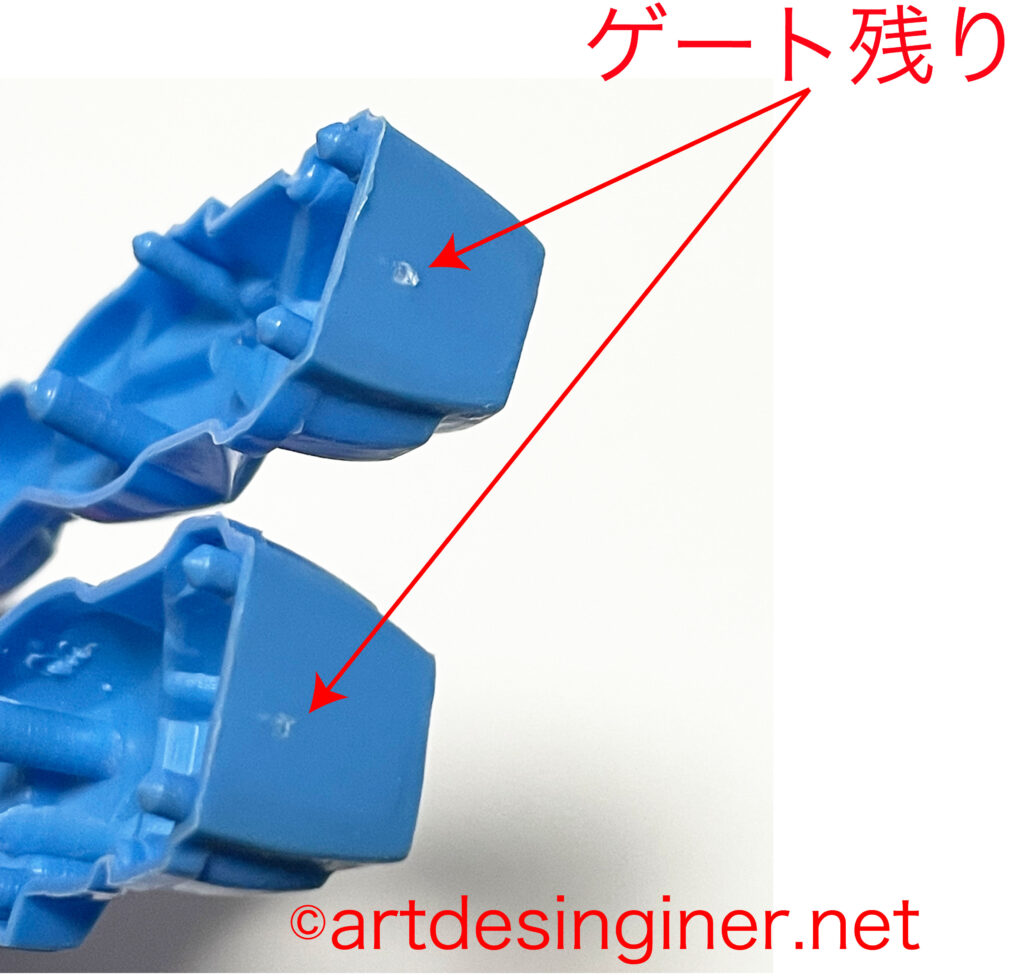
ゲート残りの特徴とは?
成形品に残る突き出た形状が特徴です。
ゲート残りは、プラモデルをランナーから取り外すときにもよく見られます。
ゲート残りの原因について
ゲート位置設計や切断ミスが原因です。
よく行われるゲート残り対策
金型へ充填した後の冷却時間の調整、適切な切断工具の使用が対策として挙げられます。
設計段階でのゲート残り対策は外観とゲートが「同化」できる位置を検討します。
また、同じく設計段階では、「湯道」(”ゆどう”ともいいます)と呼ばれるプラスチック樹脂を流れやすくする「帯」を設定します。
以前、筐体内側に設定した湯道が、内臓部品*7とどうにも距離が近く、決められた隙関係*8が担保できない事がありました。
しかも「金型を作る段階」直前で、納期ギリギリまで修正したことがありました。
*7:内臓部品とは、筐体内部に配置されている部品のこと。
例:家電製品の場合、性能を満たしたり、動かしたりするための基盤、バッテリー、モーターなどを指します。
*8:隙関係とは、会社や現場によって異なりますが、設計標準書(標準仕様書)で定められた筐体と内部部品との距離(隙間の幅)のことです。
これを守らなければ、筐体と内部部品がぶつかり(これを干渉といいます)、内臓部品含めて成形品が壊れてしまいます。
プラスチック成形の不良 ⑧糸引き
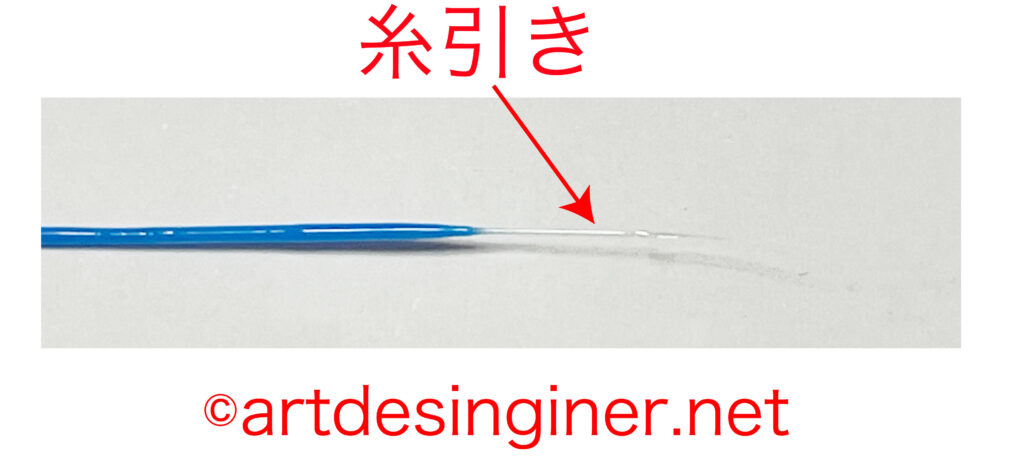
糸引きの特徴とは?
糸状になったプラスチック樹脂の残骸が特徴です。
糸引きの原因について
プラスチック樹脂を出すノズルの温度が高い場合が多いことが原因です。
3Dプリンターでノズルから出るプラスチック樹脂が積層する時に途切れず糸状の物がそのままくっ付いてくることがあります。
よく行われる糸引き対策
ノズル温度の低下させたり、サックバック量*9の増加を行うことが対策として挙げられます。
設計段階では、板厚を一定にすることで、樹脂の流れが一定になり、糸引きが発生しにくくなります。
個人の趣味ですが、3Dペンで立体物を作っていると、糸引きがよくおきるので、機械のメンテナンスの大切さを実感します。
*9:プラスチック樹脂を出すノズル先端の樹脂圧力を緩和させる距離のこと
プラスチック成形の不良 ⑨黒点・異物
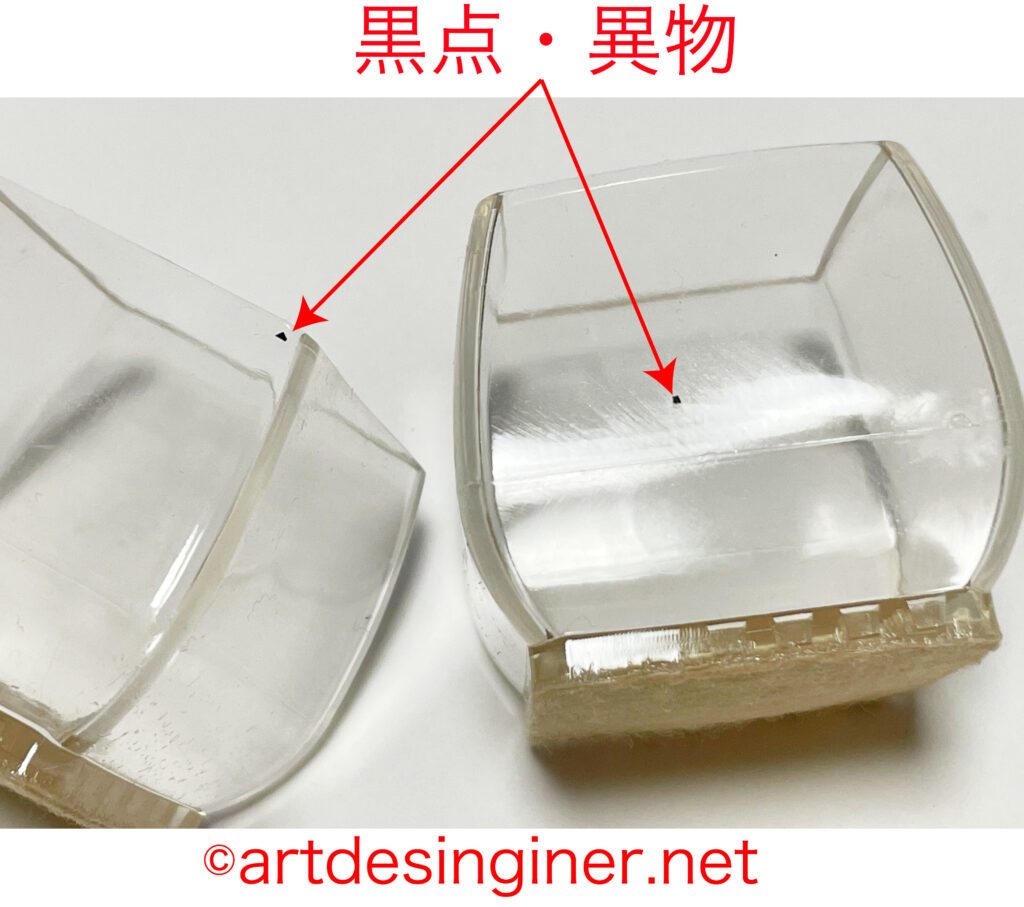
黒点・異物の特徴とは?
成形品表面に目立つ黒い点が特徴です。
特に透過系や白色系の成形品は目立ちます。
黒点・異物の原因について
プラスチック樹脂を熱しすぎて発生する熱分解(焼け)や機械設備の汚れが原因です。
以前、透過系の切削品*10を作ったとき、その切削品に黒点・異物が現れたことがありました。それは直方体の押出成形品*11(プラスチック)を製品の形に削り出したのもので、偶然、黒点・異物箇所が宝くじのように当たってしまったのが原因でした。
この時は外観に影響のない箇所だったこと、試作だったことで、お咎めなしでしたが、当時はNGを出してしまったと焦りました。
成形品に黒点・異物が混在する場合があると認識した経験でした。
*10:切削品とは、金属やプラスチック樹脂の立方体または直方体から、不要な部分を工具で削って目的の形状にした部品のことです。
*11:押出成形とは、加熱して溶かしたプラスチック樹脂を「ダイ」と呼ばれる金型からトコロテンのように連続的に押し出して、金太郎飴のように一定断面の長尺製品を大量生産する加工法です。パイプやチューブ、建材、フィルムなどが押出成形品です。
参考文献:図解入門 よくわかる最新金型の基本と仕組み 森重功一著
よく行われる黒点・異物対策
定期的な機械設備の洗浄をすること、プラスチック樹脂温度低下をすることが対策として挙げられます。
プラスチック成形の不良 ⑩ボイド
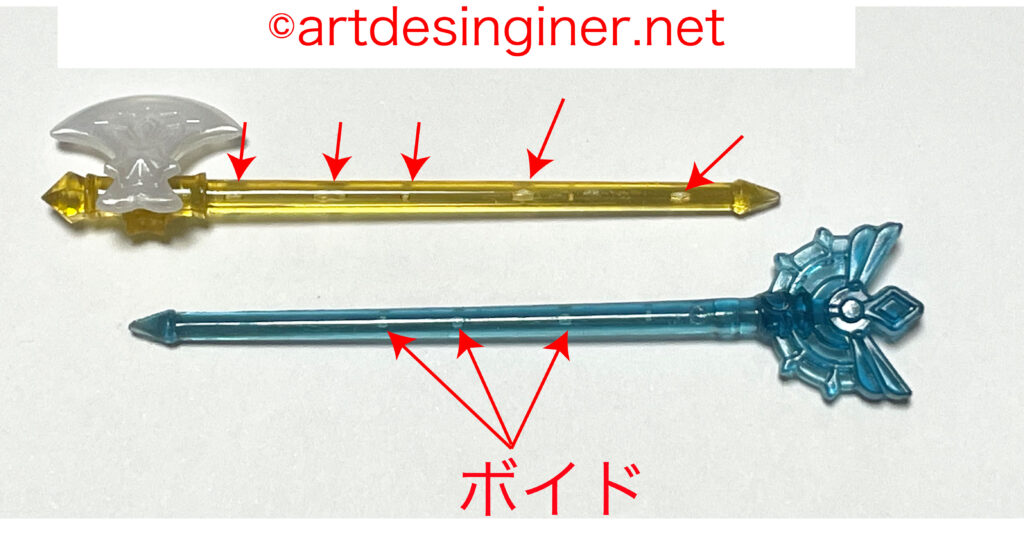
ボイドの特徴とは?
成形品の内部に空洞ができている状態が特徴です。
透明な製品でボイド(空洞)があると見た目に影響が出たり、形状内に空洞があることで強度が足りなくなって壊れやすくなります。
ボイドの原因について
ヒケの原因と似ていて、成形品の板厚のばらつき(とくに板厚が厚い箇所にできやすい)、金型の保圧*3不足や冷却不足が原因です。
*3:溶かしたプラスチック樹脂を金型に充填させた後に追加で樹脂を充填させる工程のこと
よく行われるボイド対策
設計時に板厚を一定にすること、溶けた樹脂の縮む特性を補うために、金型に樹脂を流す力を強くして、樹脂を流す時間を長くすること(保圧力を上げる)、金型の冷却時間を長くすること、などが対策として挙げられます。
厚肉対策で板厚一定にするため、肉盗み*12をしたとき、確認が甘くて一部板薄になり過ぎて板厚が無くなって穴をあけそうになったことがありました。
*12:肉盗みとは、製品の厚肉部に対して、ベース(主壁)板厚になるべくするために、厚肉部の裏側を凹ませたり穴をあけたりしてベース(主壁)板厚と同じにします。
プラスチック成形の不良⑪ フローマーク
フローマークの特徴とは?
成形品表面に、特にゲート部付近を中心にした同心円状の波紋や、渦巻き状などの模様現れるのが特徴です。
フローマークの原因について
プラスチック樹脂が流れる速度が遅かったり、プラスチック樹脂や金型の温度が低いなどが原因です。
よく行われるフローマーク対策
プラスチック樹脂が冷えて固まる前に射出速度を速くして充填させたり、プラスチック樹脂温度や金型温度を高くするなどが主な対策として挙げられます。
また、射出圧力を見直して、プラスチック樹脂の流れをスムーズにしたり、設計時にゲートのサイズや位置を検討します。
ゲート位置の検討でCAEを活用します。
ウェルドラインの項目でも記載しましたが、CAEは、ゲートを設定した箇所の流動傾向を出してくれるだけで、最適解は「設計者」が検討しなければならないと、実際に作業しているとき、痛感しました。
参考文献:図解入門 よくわかる最新金型の基本と仕組み 森重功一著
プラスチック成形の不良⑫ 離型不良
離型不良の特徴とは?
金型から成形品が取り出せないのが特徴です。
取り出せたとしても、成形品がちぎれたり変形したりなど、製品として不成立がほとんどです。
離型不良の原因について
溶けたプラスチック樹脂は固化時、収縮します。この収縮する時に金型へのくっつきが強くなるなどが離型しにくくなる原因です。
これによって、製品が金型にへばりついてしまい、取り外そうとすると製品がちぎれるなど不具合が起こります。
よく行われる離型不良対策
製品設計では、抜き勾配*5と呼ばれる離型しやすくする工夫を設定します。
例えば、製品外観に影響が出ない程度に、外形に傾斜を設定します。
また製品設計でキャビトラレ*6と呼ばれる、パーティングライン*7の一部を金型のコア側*8に設定するなど離型不良対策を行います。
キャビトラレ対策のイメージは「つっかけサンダル」です。
つっかけがあることで、足からサンダルが脱げないように、製品のコア側に金型用のつっかけ(取られ防止)を設定することで、製品が可動(コア)側に引っ張られたときに、固定(キャビ*9)側に留まるようにします。
新人の頃、キャビトラレ対策でなぜ、コア側にパーティングラインを設定するのかイメージできませんでしたが、先に挙げたつっかけサンダルがキャビトラレ対策に似ていると感じた時、理解が進んだことを思い出しました。
*5:抜き勾配とは、金型から成形品を取り出しやすくするための1~2°程度の傾斜のことです。
*6:キャビトラレとは、金型のキャビティ側に成形品が固定されてしまい、成形品が取り出せない不具合のことです。
*7:パーティングラインとは、金型の合わせ面となるズバリの位置のことです。
*8:コア側とは、成形品を金型から取り出す際に動く可動側(コア)のことです。
*9:キャビ側とは、成形品を金型から取り出す際に動かない固定側(キャビティ)のことです。
参考文献:図解入門 よくわかる最新金型の基本と仕組み 森重功一著
プラスチック成形の不良⑬ 寸法不良
寸法不良の特徴とは?
寸法不良とは、製品の大きさが仕様書や図面、仕様図の基準から外れている状態のことです。
寸法不良の原因について
製品設計段階の寸法公差*10の設定ミス、プラスチック樹脂の収縮の影響、測定のばらつきなどが原因です。
新人の時、寸法公差をよく理解しない状態で設計し、図面作成したことがありました。
いざ、加工する段階で、現場の人に、私が設定した寸法公差が厳しすぎて加工出来ないと叱られたことがありました。
その時設計していた形状は、複数の部品からなる製品で、1部品でも寸法公差を緩和させるとこんどは別の部品に影響するなど、修正するのにとても苦労し、設計でどうにもならず、現場のベテラン職人さんが持っている経験・ノウハウに助けられ、切り抜けた思い出があります。
*10:寸法公差とは、
よく行われる寸法不良対策
目的の大きさのまま設計を行うと、製品サイズがプラスチックの特性の収縮で小さくなってしまいます。
寸法不良対策の一つとして、あらかじめ、使用するプラスチックの収縮量を設計に盛り込むことが挙げられます。
参考文献:図解入門 よくわかる最新金型の基本と仕組み 森重功一著
まとめ
プラスチック成形における主要な不良の種類を、要点を挙げて説明しました。
プラスチックの特性を覚えているだけでデザインの制約だけでなくデザインの幅も広がります。
私は芸術大学卒業後、およそ15年以上プラスチック成形品の設計に携わってきましたが、最初は成形品の不具合なんて全く想像が出来ませんでした。
不具合どころか、プラスチック成形品がとっつきにくいと思っていました。
そんな時、身の回りにある製品を観察することで、成形品が身近に感じ、とっつきにくさが徐々に無くなっていきました。
なので、最初は身近にあるスマホやゲーム機、リモコンなど家電製品を観察することをオススメします。
鯛焼きでも構いません。
それらを観察することで、今回挙げた不良の対策も見えてくると思います。
それでは、次の記事でまたお会いしましょう。
射出成形によるプラスチック成形は、鯛焼きを作る工程とそっくりです。