こんにちは、大羽詠子です。
今回は、プラスチック成形の不良の種類とは?
と言うテーマで、初心者の方でもわかりやすくプラスチック成形の不良の種類について解説していこうと思います。
私は、芸術大学のデザイン学部出身で、インダストリアルデザインに興味があって、プラスチック成形品を設計するものづくりの世界に入ったのですが、右も左も全くわからず、悔しい思いをしました。
そこからおよそ15年以上、プラスチック成形品の設計に携わってきました。
今ではある程度、プラスチック成形に関する知識を設計に盛り込んだり、専門的にお話し出来るようになってきました。
今回、プラスチック成形の不良の内容について出来るだけわかりやすく解説していこうと思います。
この話を聞くことで、プラスチック成形品を設計する際、何に考慮するべきかを理解できるようになるので、是非参考にしてみて下さい。
Contents
そもそもプラスチック成形とは?

自動車、家電、その他多くの製品はプラスチック成形で作られています。
プラスチック成形にはいくつかの方法がありますが、
比較的自由なデザイン(フォルム)発想を盛り込みやすいのが射出成形というプラスチック成形方法で作られた製品です。
射出成形は、溶かしたプラスチックを金型に流して成形する工法です。
鯛焼きを思い浮かべてください。
鯛焼きは、鯛の形をした型(=金型)に溶かした粉を流して、成形されます。
射出成形によるプラスチック成形は、このたい焼きを作る工程とそっくりなのです。
一方で、それに関連するプラスチック成形の不良も数多く存在します。
プラスチック成形の不良の種類とは?
プラスチック成形の不良とは、射出成形で作られた製品の見た目(外観)や性能・機能に何かしらの不具合が発生することを言います。
その原因は多種多様ありますが、製品に生じてしまう不良の種類もいくつかあります。
プラスチック成形の不良は、対策に多くの人や時間、お金を費やすうえに、製品を廃棄しなければならないという、とても悲しい出費もかさみます。
そのため、プラスチック成形の製造工程では、成形不良の原因要素をうまく制御してあげる必要があります。
射出成形におけるプラスチック成形の不良の種類は数多くあります。
ここでは一般的な射出成形によるプラスチック成形の不良の種類とその原因、対策を9つ紹介します。
プラスチック成形の不良 ①ソリ

ソリの特徴とは?
プラスチック成形品がそっていたり、ねじれたりなどの変形が見られるのが特徴です。
ソリの原因について
プラスチック成形品は、型から外す時、冷やして固めます。この時、成形品は多少縮みます。
具体的には、板厚にばらつきがあったり、プラスチック樹脂が金型内部の冷えている箇所と温かい箇所との温度差によって、樹脂の流れる速さが変化し、そのことで、縮み方も変わることが原因です。
そして、縮む力は残る*2ので型から出すときに、型という支えがなくなった形状はソリとよばれる変形が起こります。
*2:残留応力とよばれます。
よく行われるソリ対策
設計時に板厚を一定にすること、ソリやすい箇所にリブ(補強)を設定し、剛性を高めて変形を防ぐこと、そして形状の角部(コーナー部)にR(丸み)を設定し、応力集中を緩和させることが、対策として挙げられます。
プラスチック成形の不良 ②ヒケ
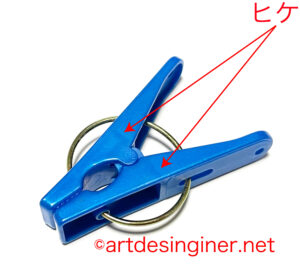
ヒケの特徴とは?
プラスチック成形品の表面に現れる窪んだ形状が特徴です。
見た目デコボコした特徴が、フォルムの美しさを損なわせる要因になります。
ヒケの原因について
成形品の板厚のばらつき、金型の保圧*1不足や冷却不足が原因です。
例えば「T」のような配置をした形状があったとします。
|が―よりも板厚が薄い場合、―と|がぶつかっている箇所でヒケが目立ちます。
*1:溶かしたプラスチック樹脂を金型に充填させた後に追加で樹脂を充填させる工程のこと
よく行われるヒケ対策
設計時に板厚を一定にすること、保圧を上げること、金型の冷却時間を延長することが、対策として挙げられます。
特に設計時に、形状を補強するためにリブを立てる工夫をするのですが、この時、意匠側と同じ板厚にします。
プラスチック成形の不良 ③バリ

バリの特徴とは?
成形品からはみ出たプラスチック樹脂が特徴です。
鯛焼きを思い浮かべてください。
型からはみ出している部分がプラスチック成形品のバリに相当します。
バリの原因について
金型の合わせ面を締める力不足なこと、熱して溶かしたプラスチック樹脂を出す圧が強すぎること、そして、量産で使い続けて擦り減った(摩耗という)金型の合わせ面の隙間からプラスチック樹脂が漏れ出たことが原因です。
よく行われるバリ対策
金型の合わせ面に隙間ができないように締める力を上げる、溶かしたプラスチック樹脂を出す圧を抑制する、などが対策として挙げられます。
プラスチック成形の不良 ④ウェルドライン

ウェルドラインの特徴とは?
プラスチック樹脂が金型にいきわたる過程で合流した箇所に現れる筋が特徴です。
ウェルドラインの原因について
プラスチック樹脂が合流した箇所の温度低下が原因です。
よく行われるウェルドライン対策
プラスチック樹脂を溶かす温度や、樹脂を出すスピードを上げるなどが対策として挙げられます。
プラスチック成形の不良 ⑤ショートショット

ショートショットの特徴とは?
プラスチック樹脂が形状にいきわたっていない状態が特徴です。
ショートショットの原因について
プラスチック樹脂の温度が低くて流れにくい(流動性不足)、樹脂から発生するガス抜き不足が原因です。
よく行われるショートショット対策
プラスチック樹脂を溶かす温度や、樹脂を出す圧を上げることが対策として挙げられます。
プラスチック成形の不良 ⑥シルバーストリーク
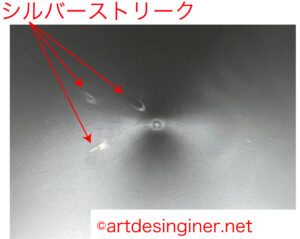
シルバーストリークの特徴とは?
成形品の表面に現れる銀色の筋が特徴です。
シルバーストリークの原因について
プラスチック樹脂の乾燥不足や樹脂が揮発したガスが原因です。
よく行われるシルバーストリーク対策
十分な乾燥の徹底、プラスチック樹脂を溶かす温度の見直しが対策として挙げられます。
プラスチック成形の不良 ⑦ゲート残り
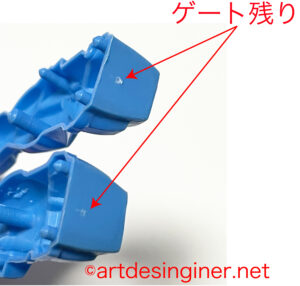
ゲート残りの特徴とは?
成形品に残る突き出た形状が特徴です。
ゲート残りの原因について
ゲート位置設計や切断ミスが原因です。
よく行われるゲート残り対策
金型へ充填した後の冷却時間の調整、適切な切断工具の使用が対策として挙げられます。
プラスチック成形の不良 ⑧糸引き
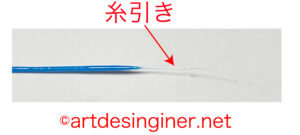
糸引きの特徴とは?
糸状になったプラスチック樹脂の残骸が特徴です。
糸引きの原因について
プラスチック樹脂を出すノズルの温度が高い場合が多いことが原因です。
よく行われる糸引き対策
ノズル温度の低下させたり、サックバック量*3の増加を行うことが対策として挙げられます。
*3:プラスチック樹脂を出すノズル先端の樹脂圧力を緩和させる距離のこと
プラスチック成形の不良 ⑨黒点・異物
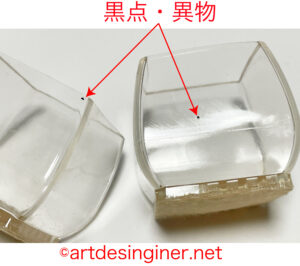
黒点・異物の特徴とは?
成形品表面に目立つ黒い点が特徴です。
黒点・異物の原因について
プラスチック樹脂を熱しすぎて発生する熱分解(焼け)や機械設備の汚れが原因です。
よく行われる黒点・異物対策
定期的な機械設備の洗浄をすること、プラスチック樹脂温度低下をすることが対策として挙げられます。
まとめ
プラスチック成形における主要な不良の種類を、要点を挙げて説明しました。
プラスチックの特性を覚えているだけでデザインの制約だけでなくデザインの幅も広がります。
最初は想像しにくいと思いますが、身近にあるスマホやゲーム機、リモコンなど家電製品を観察することをオススメします。
鯛焼きでも構いません。
それらを観察することで、今回挙げた不良の対策が見えてくると思います。
それでは、次の記事でまたお会いしましょう。
コメントを残す